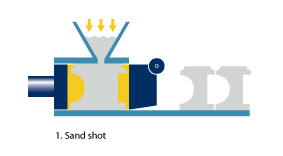
垂直造型工艺的优势
- DISAMATIC 垂直造型线可达到每小时 555 个铸型(不含型芯)的极高造型速度,含型芯时可达到每小时 485 个铸型。
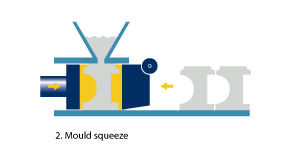
- 快速型板更换设备意味着垂直造型也能以降至每小时 120 个铸型(含型芯)的速度灵活、经济地进行短批量生产。借助迪砂的自动型板更换装置 (APC),更换型板只会使造型线停止一分钟。使用手动操作的快速型板更换装置 (QPC),型板更换时间可短至三分钟。
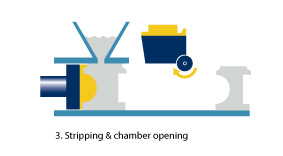
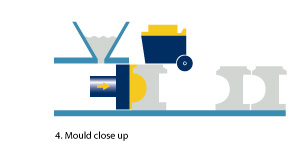
- 简单而成熟的下芯工艺,使制造空心部件变得简单。DISAMATIC 垂直造型机结构紧凑,提供了现代化、安全的工作环境。