
从箱体到法兰类的铸件:为全球小型铸造厂提供价格合理的造型线
全球铸件生产继续增长。按百分比计算,铝铸件的增长率肯定高于其他合金的增长率,但仍有 70% 以上的铸件是铸铁件:球铁、可锻和灰铸铁。在主要国家,这部分市场一直处于持续集中的过程中。
大型铸造厂和铸造集团扩大其能力来自于汽车行业的成本压力。
生产实现自动化,持续优化,并尽量减少操作人员数量。铸造设备行业积极参与并支持铸造厂在这方面的发展。
大规模生产正在得到优化,生产线变得越来越复杂。
但是,这些高效的生产线只有每周运行 15 班或更多班次,才能达到盈亏平衡点。
铸造行业还有另外一面:许多中小型企业,通常是家族企业的铸造厂,为其邻近地区的客户提供世界各地所需的日常小批量铸件。
这些中小型企业可以在任何地方找到,而不仅仅是在工业化国家。
他们占了铸造企业的绝大多数,并为各地生活的平稳运行做出贡献。
| 每年产量(吨) | 铸造厂总数 | 年产能低于 10,000 吨 | 年产能低于 5,000 吨 | |
| 中国 | 45.000.000 |
26.000 | 20.000 | 12.000 |
| 巴西 | 3.300.000 |
700 | 653 | 633 |
| 泰国 | 2.500.000 |
220 | 200 | 160 |
| 印度尼西亚 | 670.000 |
57 | 36 | 31 |
| 越南 | 250.000 |
85 | 83 | 80 |
表 1. 部分国家的铸造厂
但是这些铸造厂在他们的生产中使用了哪些机器和设备?迪砂的数据表明,在中国,目前大约有 50,000 到 60,000台震压造型机在运行。
到目前为止,领先的铸造设备制造商还没有具体的方法为这些客户提供更高效、更具成本效益和灵活的造型线。
在中欧,这个细分市场被不太灵活,大部分机械化并且需要很强基础的有箱高压造型系统占据。
这种方法不能在全球范围内扩展,因为单个砂箱的价格相当于泰国铸造厂工人三个月的工资。
因此,表 1 列出的大多数年产量低于 5,000 吨的铸造厂,甚至部分年产量低于 1 万吨的铸造厂继续使用震压造型机。
鉴于这一发现,需要牢记的是,铸造厂的劳动力短缺是一个全球性问题,以及成本压力不断增加,对灵活性的要求越来越高,铸件的复杂性也越来越高。
欧洲的 DISAMATIC
Foundry Gieterjen en Werkhuizen Alidor Claeys 铸造厂,比利时
比利时铸造厂 Gieterijen en Werkhuizen Alidor Claeys 的拥有者 Rik Claeys 先生不愿意接受这种情况。
除了其他设备之外,他一直在使用两条较老的 DISAMATIC 生产线,并且热衷于将它们的产品合并到一个新的更大的 DISAMATIC 上。
通过使用型板适配器板实现了该合并。通过这样做,Claeys 先生充分利用了更快的型板更改和低廉的基础投资成本优势。现在,在他的铸造厂,DISAMATIC 铸件生产的起始批量规模为 25 件。
该批量的实现是由浇铸过程中300至350公斤容量的鼓型浇包完成的。
对于这些小批量的产品,安装一台自动下芯机和为每个下芯铸件的芯罩都将导致较高的成本和不经济。
因此需要一个不同的解决方案。而为 DISAMATIC 开发的新型推拉门技术提供了该解决方案。
{kind=link}
图 1:大型推拉门为下芯提供了充足的通道
在生产每个铸型之后,反压板停止在其水平位置,并且推拉门在造型室前部的任一侧打开。这意味着在造型机的两侧有足够的空间来按压或放置任何型芯、过滤器或连接片钉在两个铸型表面上。
{kind=link}
{kind=link}
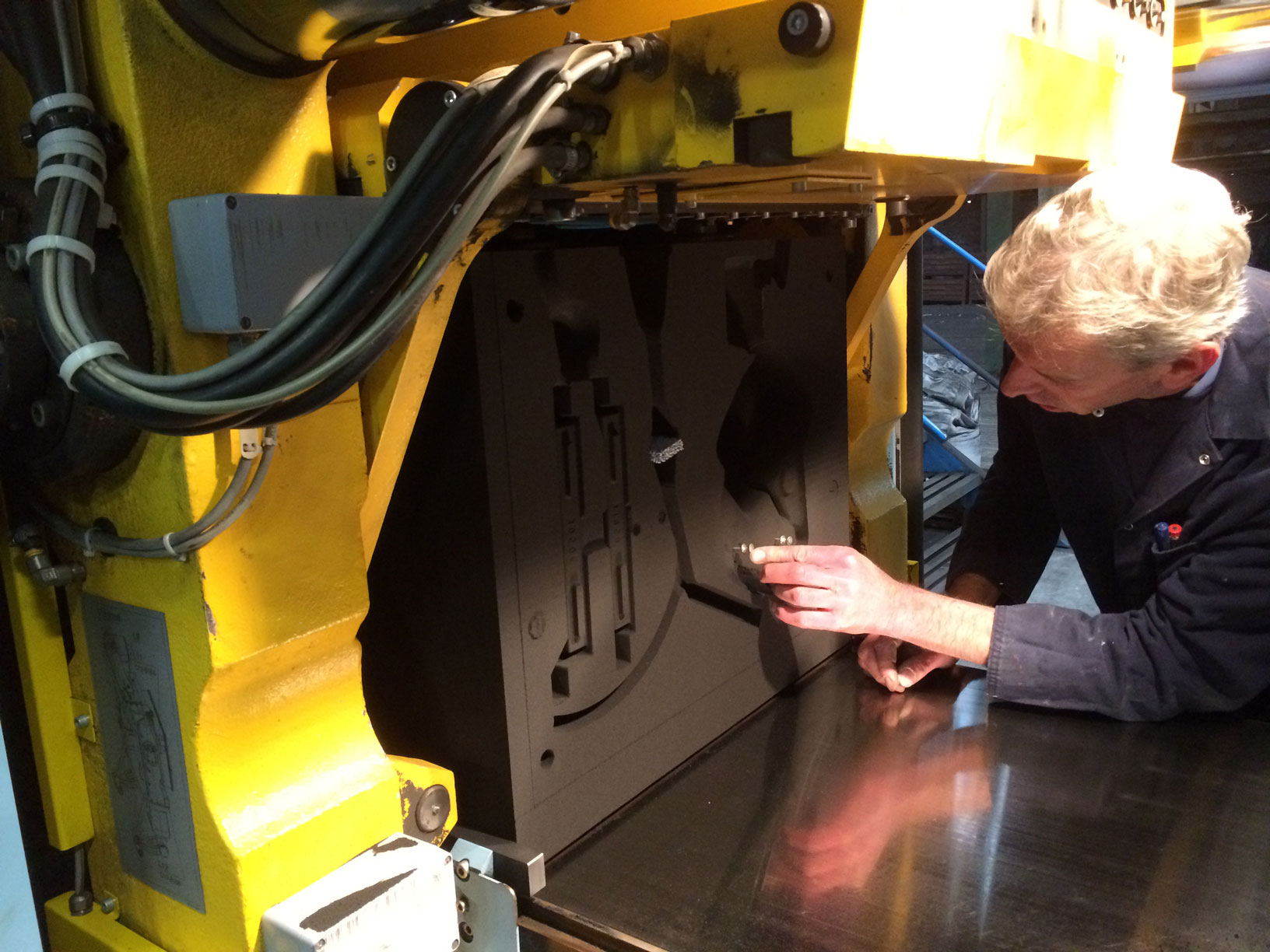
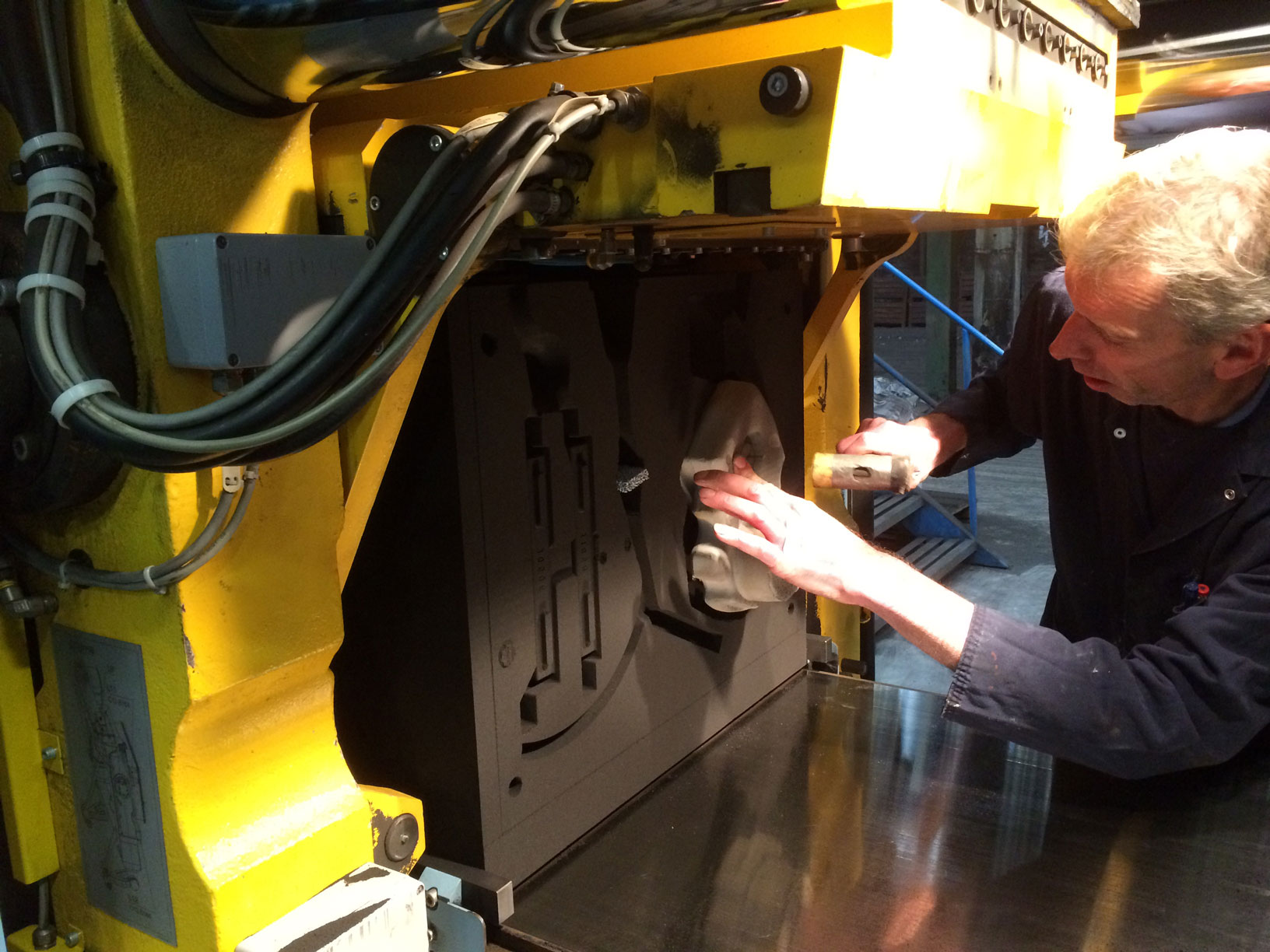
图 2/3:使用支撑和用钉子附加固定芯头
这条新造型线的投产激发了 Claeys 先生对铸造厂的创新。容易接近两个铸型表面,直接手动插入芯子,以及可以将放热冒口放置在远离分型线的可能性,已经极大地扩展了垂直分型造型的应用范围。
将芯子插入两个半模的能力增加了铸件可实现的复杂性。如图 7 所示,铸造厂不惧怕拉伸垂直造型的极限。重 11 公斤的芯子被放置在型腔的底板上并推入型中。尽管采用垂直分型,但芯子结构和型砂质量可以避免铁水底部冲出。
{kind=link}
{kind=link}
图 4/5:从两侧进入两个铸型整个表面的充分通道
{kind=link}
{kind=link}
图 6/7:砂型两侧的芯子;芯头没有限制
DISAMATIC 型号 DISA 130-B 是新型 DISAMATIC D3-365 的前身,尺寸为 535 x 650mm,在丹麦哥本哈根制造,总长度为 60 米,包括浇注和冷却部分。
铸型使用鼓浇注,这妨碍了工厂目前达到其最大可能的造型速度。
铸造厂每天生产 7.5 小时,每班更改 10 至 15 个型板。根据日产量目标,在这 7.5 小时内要浇注 700 至 900 个型。
对于无芯作业,由于手动浇注,每小时可以达到 150 个型的能力。使用图 2 至图 7 所示推拉门系统生产有芯铸件的循环时间大约为 30 秒,每小时产生大约 120 个型。
Claeys 先生深信,投资 DISAMATIC 造型线是正确的决定。他对推拉门系统的低停机时间感到非常满意,并且他没有预料到备件需求大大减少。
然而,对于每小时可生产 350 个型的造型线来说,只用来每小时生产 150 个型,投资成本非常高。
如前所述,Claeys 先生的公司不是唯一面临这种情况的铸造厂。在欧洲,仍有许多类似的铸造厂。毫无疑问,许多铸造厂有兴趣进一步提高目前的最高性能,但高水平的产出并不适用于所有人。
全球铸造厂社区的数量与其总数一样多样:每一个都是独特的。
全球各地的DISAMATIC
东南亚或南美的客户也是如此。铸造厂的要求与欧洲相似,但投资的空间更加紧缩。
鉴于 Claeys 先生在比利时铸造厂的经验,并意识到世界其他地区对经济高效型解决方案以及一些部件本地制造并可由当地技术服务人员提供支持的成本优化的需求日益增长,我们开始开发一条新的垂直造型线。
新开发的 DISAMATIC C3 现在可用于三种不同造型速度中最常见的两种铸腔尺寸 480 x 600mm 和 535 x 650mm(表 2)。
适用于每小时最多 150 个铸型的解决方案可以提供用于下芯的推拉门,该版本在印度生产。
每小时可生产 250 个铸型的造型机在中国和印度生产。更快速的版本可以配备自动下芯机。
每小时可生产 350 个铸型,可选配自动下芯机的版本,已在中国生产。为了比较,表 2 还显示了 DISAMATIC D3 系列的造型速度。
| 无芯造型速度(每小时铸型数量) | 下芯造型速度(每小时铸型数量) | 铸型厚度(单位:毫米) | 产地 | 下芯方式 | |
| D3 | 555 | 485 | 120 到 395 | 丹麦 | 自动下芯机 |
| 425 | 380 | 120 到 395 | 丹麦 |
自动下芯机 |
|
| 365 | 333 | 120 到 395 | 丹麦 |
自动下芯机或推拉门(按需提供) |
|
| C3 | 350 | 300 | 120 到 340 | 中国 | 自动下芯机 |
| 250 | 220 | 120 到 340 | 印度和中国 | 自动下芯机 |
|
| 150 | 120 | 120 到 340 | 印度 | 推拉门 |
表 2. 可选的设备类型
在 C 型造型线的前两年生产中,销售仅限于中国和印度。2018 年,该设备可在全球范围内供应。
该设备的设计坚固耐用,并且保证了与设备相关的错箱小于 0.25 毫米,与之前的 DISAMATIC 2013 系列不相上下。
铸型的双面挤压对潮膜砂型的均匀硬度具有有利影响,因此有利于提高铸件质量。
反压板最大挤压压力的 40% 。
挤压和移动距离可以调整到造型室前部 70 毫米。由于其卓越的性价比,C 型造型线一直受到铸造市场的好评。今年销售的设备总数将达到 75 台左右。
这并不奇怪,因为其销售价格大约是欧洲高性能垂直造型线价格的 50%。
但是,客户的一贯积极体验促成了这款新型造型机的成功。
自从有了撰写本文的想法以来,我们已经次访问一系列铸造厂 - 直接从设备用户那里了解他们的体验,并查看他们使用新设备取得良好成果的证明。
以下是印度和中国四家现实铸造厂的示例,它们展示了将生产转换到这种新型造型线的过程。
作为其中的一部分,我们将介绍从从树脂砂工艺到潮膜砂造型系统来生产较小铸件。
我们还将在刚刚四年前开始生产汽车铸件的铸造厂看到当前的技术状态。
我们将参观一家已经从震压造型转变为垂直造型的中国铸造厂,最后(但同样重要),我们将看到一家铸造厂从一家国内供应商的垂直造型生产设备转移到DISAMATIC垂直造型线上生产。

图 8:型板更换装置安装在 150/250 系列的其中一个 SP 侧

图 9:350 系列在 SP 的两侧装有型板更换装置,还有加热板
OM Metal Cast,印度Rajkot
OM Metal Cast 是一家新的铸造厂,仅在 18 个月前刚刚建成,位于印度西部的Rajkot镇附近。
该公司本身有着悠久的传统,在迁入新址之前,该公司位于Rajkot中心。在这里,它作为单件小批生产铸造厂使用树脂砂工艺生产铸件。
搬迁后,安装了两台新的冲天炉,产量约 2 吨/小时,每周生产两次,长达六小时。
目前,铁水在新型 DISAMATIC C3 和树脂砂造型操作之间分流,DISAMATIC C3 的铸型尺寸为 535 x 650 mm,每小时可生产多达 150 个型。
安装新的垂直造型线后,该铸造厂已经开始将生产方式从树脂砂造型转换为新设备上。
目前,垂直线上的浇注仍然是通过手动提起倾倒的叉包进行的。
然而,感应炉设备的安装以及用于将浇包输送到造型线的起重系统几乎已经完成,并且即将投入生产。
在此之后,将有可能大幅度扩大生产。
铸造厂的所有者对他们的投资结果非常满意。从一开始,其目标就是逐渐增加产量。
随着业务盈利变得更加丰厚,收益可以立即再投资。该铸造厂资助其自身的良性可持续增长。
从树脂砂生产转换到如此高效的造型线需要有一个不断学习的过程。每天,新套模板都会被转移到垂直工艺。
作为该工艺的一部分,铸造厂已经获得了如此多的经验,绝大多数模板都是第一次达到所需的铸造质量。
{kind=link}
{kind=link}
图 10-1 和图 10-2:转化为潮膜砂工艺生产的铸件
用于手动下芯的推拉门系统已被证明非常有用,因为该铸造厂主要生产小批量铸件。
这主要是使用混合型板进行的,最多可以在一个型中生产四种不同的铸件。芯子来自内部冷芯盒车间,由印度制造商的五个射芯机组成。
迪砂的砂处理系统已适应当地的气候条件。混合之后,将潮膜砂直接倒入造型机的供砂单元并在那里短时间储存。随后,潮膜砂通过短传送带直接送入造型机。
这些短距离显著减缓了型砂的干燥,从而有助于获得一致而良好的砂质,并提高铸型质量。
这种从混合机到造型机的短距离概念已经在许多铸造厂成功应用。
{kind=link}
图 11:TM 混砂机直接供应 DISAMATIC 的供砂单元
这家 铸造厂的例子证明,造型线的最大化利用并非是唯一的。在冲天炉生产的六小时过程中,每小时浇注约 50 至 70 个铸型。
重要的是铸件满足客户要求,铸造厂盈利。如果满足这两个条件,生产将继续增长。
Madras Engineering Industries,印度钦奈
这家 100% 球墨铸铁厂位于印度钦奈市附近,生产汽车铸件,并与欧洲任何类似铸造厂进行比较。
它的铸造技术和质量管理体系都是最先进的。使用 DISAMATIC C3,该铸造厂每小时可生产多达 250 个铸型。在造型机中集成了一台自动下芯机,可确保芯子每小时生产多达 220 个铸型。
在浇注和冷却之后,铸件移动到传送带上并进入冷却滚筒以将砂与铸件分离。然后鳞板式输送机将铸件输送到抛丸机。由于生产的铸件范围不同,因此决定不整合连续通过式抛丸机。
铸件被送到批量式或悬挂式抛丸机。
该铸造厂使用感应熔化车间、内部开发的自动和移动式镁处理站,以及带摄像头控制的不加热塞杆浇注装置。
该铸造厂已经生产了四年多,每周六天,每天三班。大约 90% 的生产为有芯作业。使用下芯机时的平均生产速度为每小时 185 个铸型。

图 12:DISAMATIC 和非加热浇注设备
该图考虑了材料短缺、延长单个产品的浇注时间以及由于故障造成的工厂停工时间。造型线每天生产约 4000 个铸型,每班约更换 4 个模板。迄今为止,该造型线已经生产了 290 万个铸型。
在生产线每次发生故障或中断后,维护负责人会进行详细的根本原因分析。
可以在维护经理办公室的大型显示屏上查看设备和系统的状态。
该团队 100% 致力于预防性维护。2017 年 11 月,关键设备正常运行时间为 95.46%,辅机正常运行时间为 99.37%。
记录并评估基本修理的时间,以便在下次再次发生时缩短修理时间。
由于造型线是首次投产,因此,铸造厂要与设计团队保持长期的联系,共同致力于优化。
在与管理层和员工谈话时,他们对铸造厂的自豪感是显而易见的,并且坚信他们有能力继续改进生产。
没有必要再问他们是否会再次做出决定,以及对生产线的满意程度如何。
该铸造厂已决定购买另一台这种类型的 DISAMATIC 系列,与目前第一条生产线平行安装。
广东阳江德貹金属公司,中国
广东阳江德貹金属公司及其铸造厂位于中国南部澳门附近。
主要生产用于各种集装箱和家具的滚轮和轮子,主要是指旋转对称部件。
该铸造厂成立于 1992 年,拥有十台震压机,每月可生产大约 130 吨的优质铸件,这些震压机一直到 2015 年仍在运行。2015 年 4 月,安装了 DISA 030,它是 DISAMATIC C3-250 的前身。
自那时以来,在一周四天的工作时间内,该铸造厂每天都会有一个班次生产该公司自己使用的灰铸铁和球墨铸铁。
每个班次有三到五个模板变化,总共有 200 个不同的模板。
根据不同的模板,需要 10 到 20 公斤的铁水来浇注每个型,出品率为 71%。
平均而言,每小时生产并浇注 210 个铸型用于无芯作业,每小时生产并浇注 150 个铸型用于有芯作业。
在大约 50% 的生产时间内,砂芯必须通过自动下芯机置入,每个型有 5 到 40 个砂芯。
砂芯重量在 10 至 800 克之间。该铸造厂结构建造合理,并且非常干净。目前,每月生产 200 吨优质铸件,与初始设置相比,该公司对新工厂的许多优势非常满意。
除了降低废品率,以及非常高的生产线正常运行时间之外,他们对表面质量的显著改善特别满意。铸件上的公司标志现在清晰可辨。
{kind=link}
{kind=link}
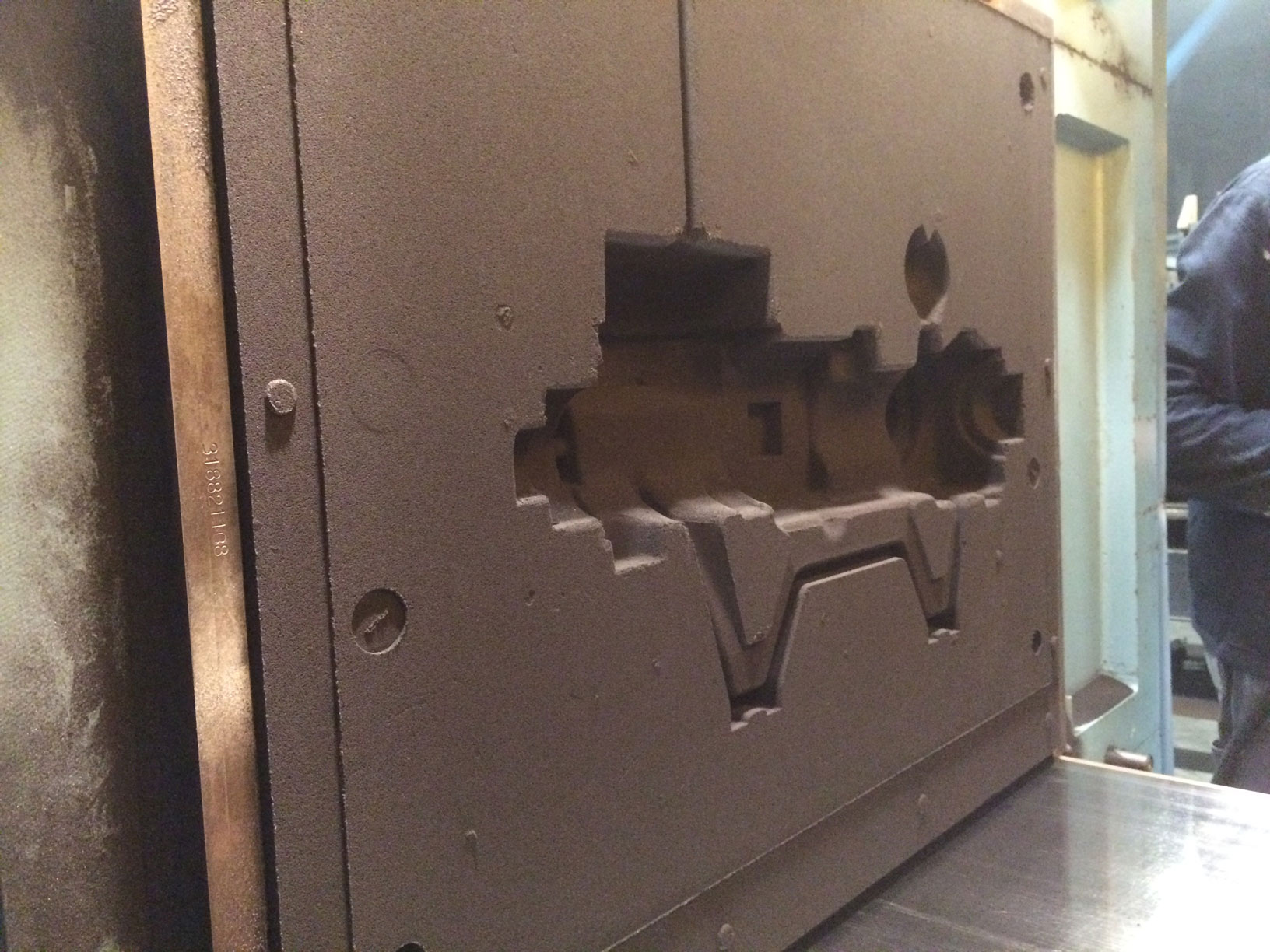
图 13/14:广东阳江德貹金属公司生产的铸型和铸件
广州德善数字科技公司,中国
这家铸造厂具有很高的铸件产量。铸造厂的员工非常有经验,多年来一直从事垂直成型技术。
2017 年,安装了第一台 DISAMATIC C3 造型线,最大造型能力为每小时 350 个铸型。
它与两条国产生产线并行运行,使该铸造厂能够进行直接比较。
根据他们的经验,DISAMATIC C3 的一个主要优势是使用快速锁定系统来更换模板。
当其他生产线仍然需要将模板螺栓固定到造型机中,迪砂设备可确保快速准确地进行模板更换。
该铸造厂专门生产用于白色家电的压缩机壳体。
使用新的造型机后,消除了铸件错型的问题。生产非常稳定,正常运行时间长是 DISAMATIC 的明显优势。
为了应对不断上涨的成本压力,生产增加到每周七天,每天三班,这意味着每天生产 23 小时。
每天只有一小时用于造型线的维护。使用 C3 后,生产和浇注铸型的平均数量为每小时 330 个型。
由于该生产线的高性能,在短短六个月内便生产了 900,000 个铸型。
此时造型室耐磨板必须更换一次了。迄今为止,该生产线已在大约一年内生产了 225 万个铸型。
摘要
多年来,在垂直造型机上生产便宜和高端快速多品种铸件是最新的技术。
本文探讨了小批量生产铸件和优势需要大量砂芯的铸造厂。
我们还详细介绍了使用自动下芯机的情况,这些下芯机需要使用芯罩和自动滑动门,以便将砂芯直接放入铸型中。
出于这种应用,我们研发了一种新型垂直造型机--DISAMATIC C 系列。
它在印度和中国的诺瑞肯集团工厂生产制造,与传统的 DISAMATIC 相比,极具竞争力的价格 - 大约低 50%。
这个新系列并不是为高产量设计的,而是更适用于中小型铸造厂,打破大家惯有的用垂直造型技术并不经济的认知。